SMC Product OEM is often discussed when buyers need composite parts that go beyond basic geometry and enter real assembly conditions. In automotive, electrical, and industrial fields, these components are expected to keep a stable shape, handle load requirements, and remain consistent across repeated production cycles. OEM production using SMC is not simply about molding parts, but about coordinating materials, molds, and process timing into a workable system.
For buyers communicating with SMC Product OEM Manufacturers, the focus usually shifts quickly from appearance to execution. Topics such as tooling readiness, process repeatability, and how changes are handled during production become part of early discussions. From a factory writing standpoint, these are the issues that define whether an OEM project runs smoothly or requires constant adjustment.
1. OEM production starts with process coordination
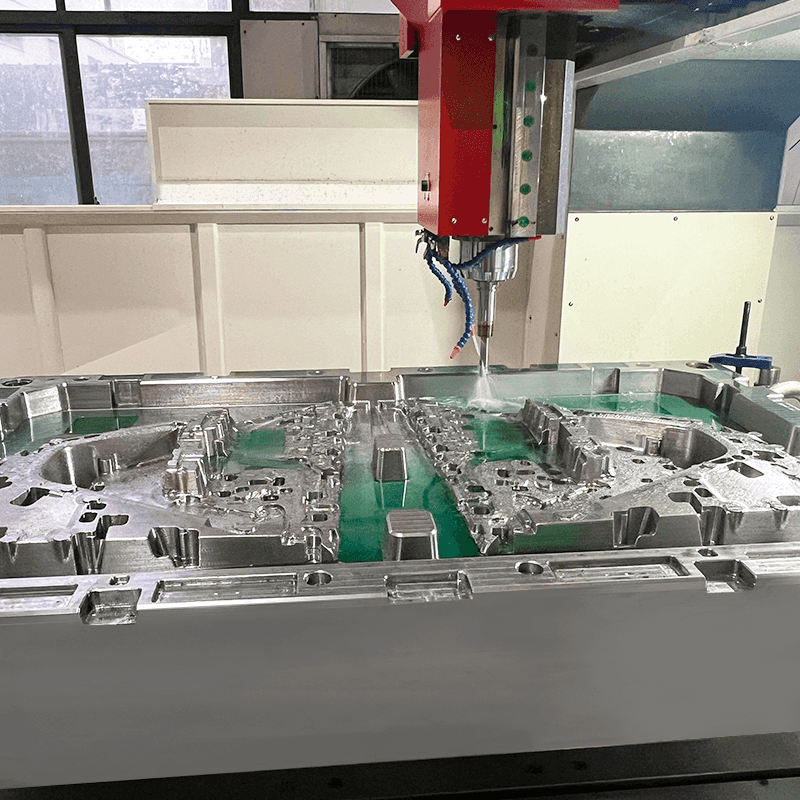
SMC Product OEM relies on compression molding using pre-prepared sheet material. During production, sheets are placed into heated molds where pressure shapes the part and activates curing. The sequence of heating, pressing, and cooling must follow a defined rhythm to keep dimensions stable.
In OEM projects, this rhythm matters because parts often connect with other components. Mold temperature control, pressure timing, and curing duration are coordinated to support consistent results rather than chasing speed alone. This process coordination is one reason buyers look for experienced SMC Product OEM Manufacturers rather than general molders.
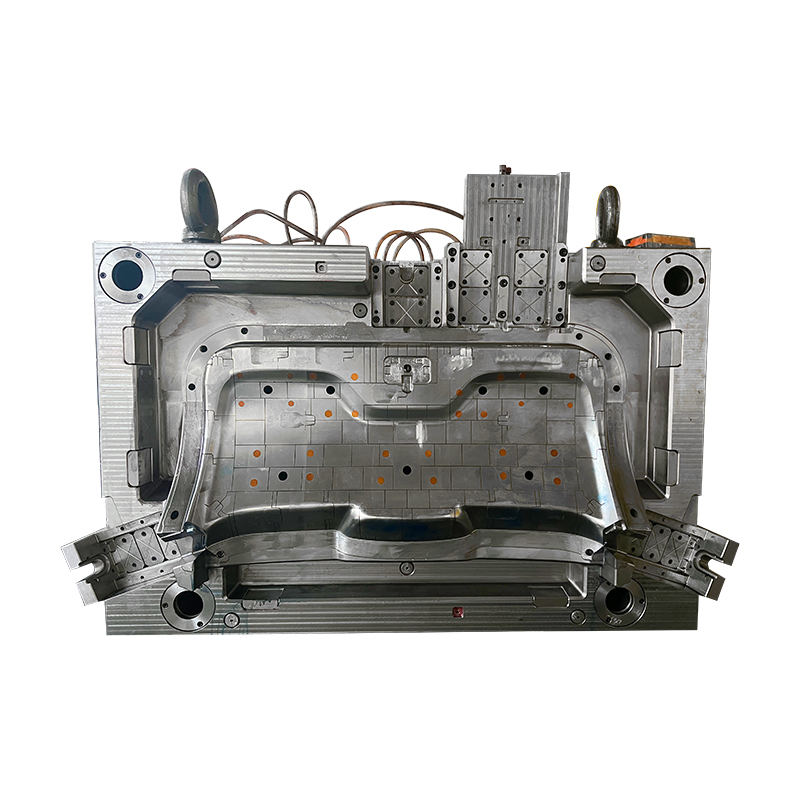
2. Mold design affects part usability, not just shape
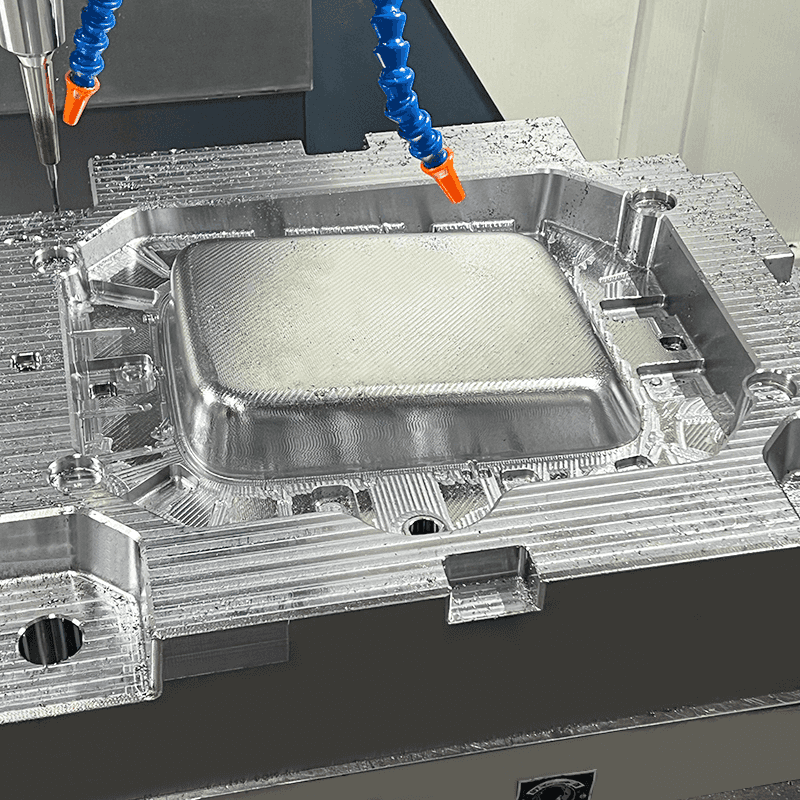
In SMC Product OEM projects, mold design influences how parts behave after demolding. Wall thickness distribution, rib placement, and surface transitions affect stiffness and assembly alignment. SMC molds are usually made from steel or aluminum to handle repeated thermal cycles and mechanical pressure.
Manufacturers often review mold structure together with part drawings to understand load paths and mounting areas. This approach helps the mold support real usage conditions rather than focusing only on visual shape. Adjustments made at this stage reduce the need for later corrections during assembly testing.
3. Managing material behavior during production
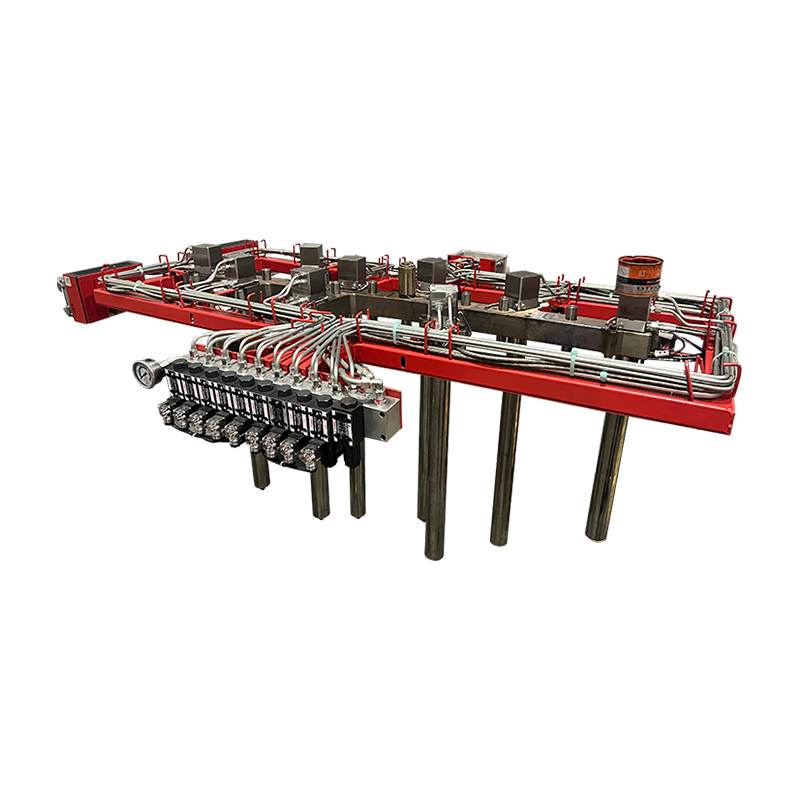
SMC material contains resin, glass fibers, and fillers that must flow and cure evenly. During SMC Product OEM production, the material must spread across the cavity while maintaining fiber distribution. Temperature and pressure settings are adjusted based on part thickness and surface requirements.
After curing, controlled cooling allows the part to stabilize before removal. Secondary operations, such as trimming or hole processing, are usually planned into the OEM workflow. This planning helps maintain consistent output instead of treating finishing steps as separate tasks.
4. Communication throughout the OEM cycle
Working with SMC Product OEM Manufacturers involves ongoing communication beyond the initial quotation. Design updates, tolerance feedback, and production observations are exchanged as the project moves from trial runs to regular output. This communication helps manage changes without disrupting production schedules.
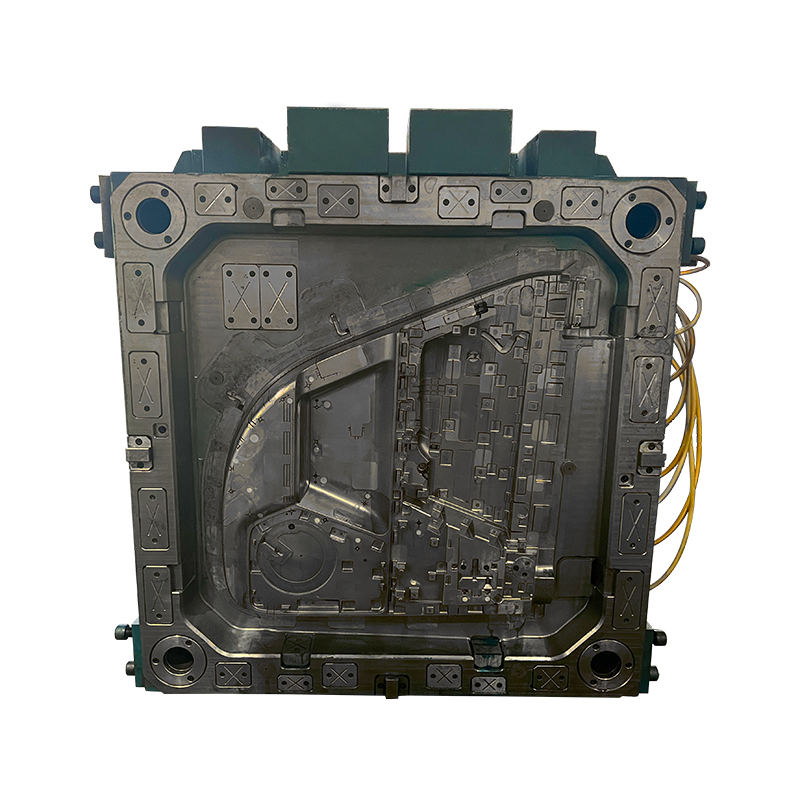
Some buyers also evaluate SMC against BMC during the early stages. While BMC uses bulk material suitable for smaller or more intricate shapes, SMC supports larger structural components formed from sheet material. Understanding this distinction early helps align OEM expectations with the selected process.
A well-organized SMC Product OEM project supports stable production flow, predictable tooling behavior, and consistent part performance. From a factory perspective, successful OEM cooperation is built on clear technical dialogue, realistic scheduling, and steady validation at each production stage rather than rushing directly into volume output.